PROFITĂ MAI MULT DIN MAGNABENDUL TĂU
Există mai multe lucruri pe care le puteți face pentru a îmbunătăți performanța de îndoire a mașinii dvs. Magnabend.
Minimizați timpul pe care îl petreceți făcând o curbă.Acest lucru va ajuta la prevenirea încălzirii mașinii.Când bobina se încălzește, rezistența sa crește și, prin urmare, atrage mai puțin curent și, astfel, are mai puține ture în amperi și, prin urmare, mai puțină forță de magnetizare.
Păstrați suprafața magnetului curată și fără bavuri semnificative.Bavurile pot fi îndepărtate în siguranță cu o pilă de moară.De asemenea, păstrați suprafața magnetului liberă de orice lubrifiere, cum ar fi uleiul.Acest lucru poate face ca piesa de prelucrat să alunece înapoi înainte de finalizarea îndoirii.
Capacitatea de grosime:
Magnetul pierde multă forță de strângere dacă există goluri de aer (sau goluri nemagnetice) peste unul sau mai mulți poli.
Puteți depăși adesea această problemă introducând o bucată de oțel pentru a umple golul.Acest lucru este deosebit de important atunci când îndoiți material mai gros.Piesa de umplutură trebuie să aibă aceeași grosime ca și piesa de prelucrat și ar trebui să fie întotdeauna din oțel, indiferent de ce fel de metal este piesa de prelucrat.Diagrama de mai jos ilustrează acest lucru:
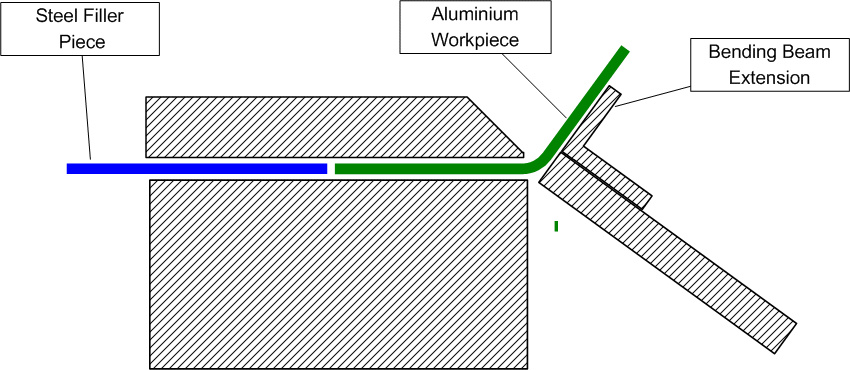
O altă modalitate de a determina mașina să îndoaie o piesă de prelucrat mai groasă este să potriviți o piesă de prelungire mai largă pe grinda de îndoire.Acest lucru va oferi mai multă pârghie asupra piesei de prelucrat, dar evident că acest lucru nu va fi de ajutor decât dacă piesa de prelucrat are o buză suficient de largă pentru a angaja extensia.(Acest lucru este ilustrat și în diagrama de mai sus).
Scule speciale:
Ușurința cu care uneltele speciale pot fi încorporate cu Magnabend este una dintre caracteristicile sale foarte puternice.
De exemplu, aici este o bară de prindere care a fost prelucrată cu un nas subțire special pentru a se adapta la formarea unei margini de cutie pe o piesa de prelucrat.(Nazul subțire va duce la o oarecare pierdere a forței de strângere și o oarecare pierdere a rezistenței mecanice și, prin urmare, poate fi potrivită numai pentru calibre mai ușoare de metal).(Un proprietar Magnabend a folosit astfel de scule pentru articole de producție cu rezultate bune).

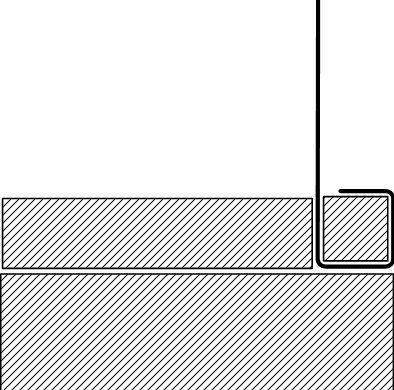
Această formă de margine a cutiei ar putea fi, de asemenea, formată fără a fi nevoie de o bară de prindere special prelucrată prin combinarea secțiunilor de bază din oțel pentru a face sculele așa cum se arată în stânga.
(Este mai ușor să faci acest stil de scule, dar este mai puțin convenabil de utilizat în comparație cu bara de prindere special prelucrată).
Un alt exemplu de scule speciale este Slotted Clampbar.Utilizarea acestuia este explicată în manual și este descrisă aici:
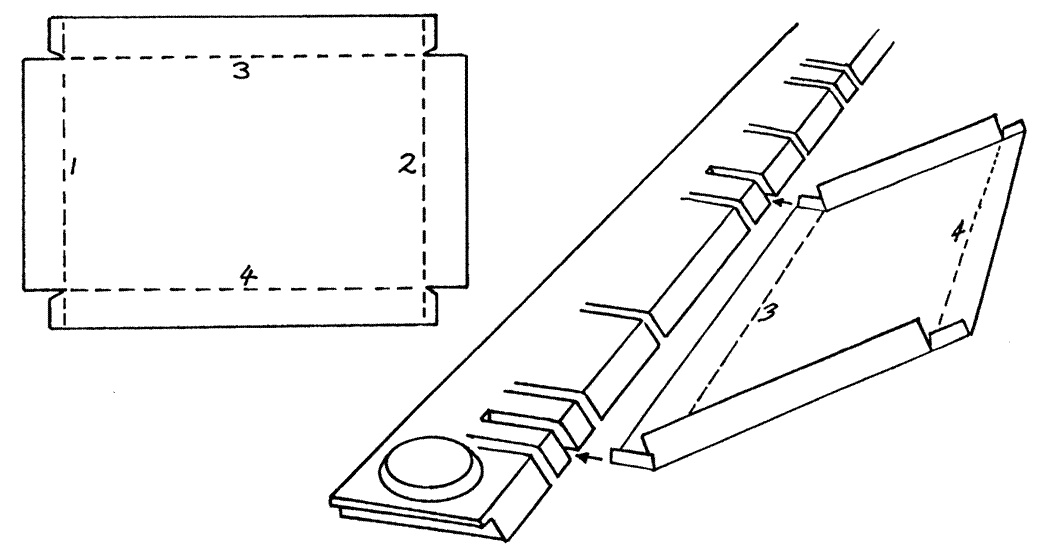

Această bucată de bară grosime de 6,3 mm (1/4") a fost îndoită pe un Magnabend utilizând o bară de prindere specială cu o fâșie frezată prin ea pentru a prelua bara:
Bară de clemă pentru îndoirea barelor de cupru.
Există o multitudine de posibilități pentru unelte speciale.
Iată câteva schițe pentru a vă oferi o idee:
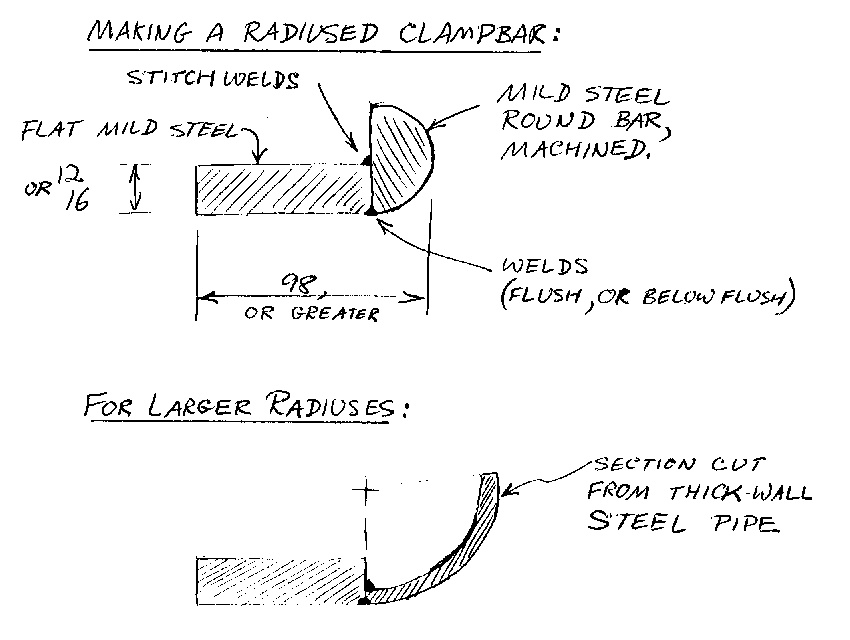
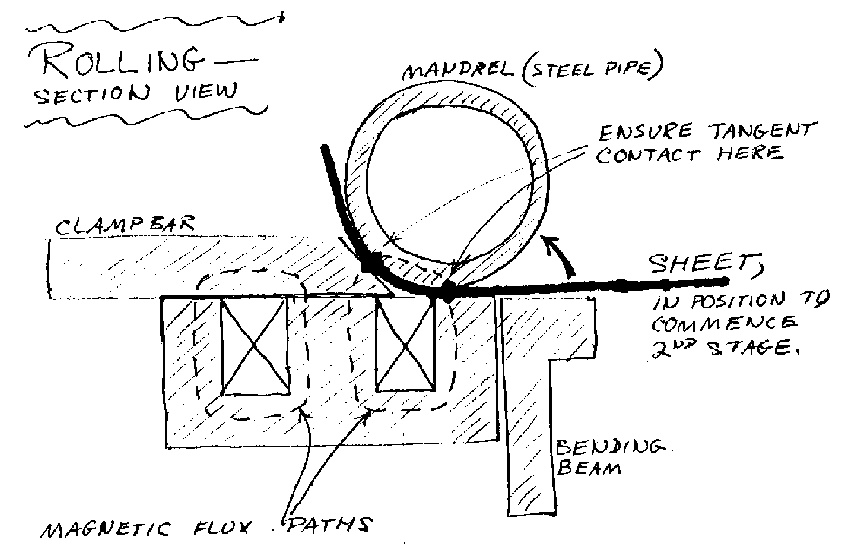
Când utilizați o țeavă neatașată pentru a forma o curbă, vă rugăm să rețineți detaliile din desenul de mai jos.Cel mai important este ca piesele să fie dispuse astfel încât fluxul magnetic, reprezentat de liniile întrerupte, să poată trece în secțiunea conductei fără a fi nevoie să traverseze un spațiu de aer semnificativ.