GHID DE DEPUNERE MAGNABEND
Ghid de depanare
Următoarele se aplică mașinilor Magnabend produse de Magnetic Engineering Pty Ltd până în aproximativ anul 2004.
De la expirarea brevetelor (deținute de Magnetic Engineering), alți producători produc acum mașini Magnabend care ar putea să nu fie exact aceleași.Prin urmare, este posibil ca informațiile de mai jos să nu fie aplicabile mașinii dvs. sau ar putea fi necesar să fie adaptate.
Cel mai simplu mod de a remedia problemele electrice este să comandați un modul electric de schimb de la producător.Acesta este furnizat pe bază de schimb și, prin urmare, are un preț destul de rezonabil.
Înainte de a trimite pentru un modul de schimb, vă recomandăm să verificați următoarele:
Dacă mașina nu funcționează deloc:
a) Verificați dacă mașina este disponibilă cu energie observând ledul pilot din comutatorul ON/OFF.
b) Dacă este disponibilă curent, dar mașina este încă moartă, dar se simte foarte fierbinte, este posibil ca întrerupătorul termic să se fi declanșat.În acest caz, așteptați până când mașina se răcește (aproximativ ½ oră) și apoi încercați din nou.
c) Blocarea pornirii cu două mâini necesită apăsarea butonului START înainte de a trage mânerul.Dacă mânerul este tras mai întâi, atunci mașina nu va funcționa.De asemenea, se poate întâmpla ca grinda de îndoire să se miște (sau să fie lovită) suficient pentru a acționa „microcomutatorul unghiular” înainte ca butonul START să fie apăsat.Dacă se întâmplă acest lucru, asigurați-vă că mânerul este împins complet înapoi mai întâi.Dacă aceasta este o problemă persistentă, atunci indică faptul că servomotorul de microîntrerupător necesită reglare (vezi mai jos).
d) O altă posibilitate este ca butonul START să fie defect.Dacă aveți un model 1250E sau mai mare, vedeți dacă mașina poate fi pornită cu unul dintre butoanele alternative START sau comutatorul cu picior.

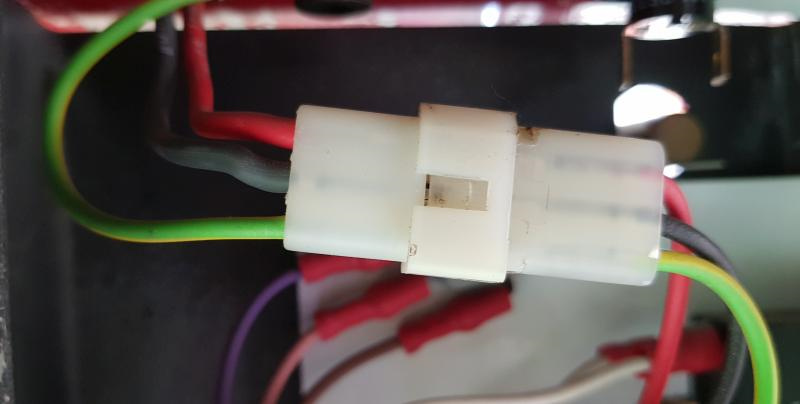
e) Verificați și conectorul din nailon care conectează modulul electric cu bobina magnetică.
f) Dacă strângerea nu funcționează, dar bara de prindere se fixează la eliberarea butonului START, atunci acest lucru indică faptul că condensatorul de 15 microfarad (10 µF pe 650E) este defect și va trebui înlocuit.
Dacă mașina arde siguranțele externe sau declanșează întrerupătoarele:
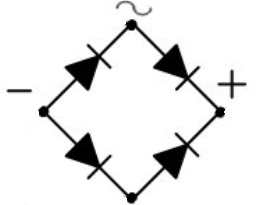
Cea mai probabilă cauză a acestui comportament este un redresor de punte suflat.Un redresor suflat va avea de obicei cel puțin una dintre cele 4 diode interne scurtcircuitate.
Acest lucru poate fi verificat cu un multimetru.Cu contorul pe cel mai mic interval de rezistență, verificați între fiecare pereche de terminale.O polaritate a cablurilor de testare a multimetrului ar trebui să arate infiniti ohmi, iar polaritatea inversată ar trebui să arate o citire scăzută, dar nu zero.Dacă orice citire a rezistenței este zero, atunci redresorul este explodat și trebuie înlocuit.
Asigurați-vă că aparatul este deconectat de la priză înainte de a încerca reparații interne.
Un redresor de schimb adecvat:
Număr de piesă RS Components: 227-8794
Curent maxim: 35 amperi continuu,
Tensiune inversă maximă: 1000 volți,
Terminale: 1/4" cu conectare rapidă sau „Faston”
Preț aproximativ: 12,00 USD

O altă cauză posibilă a declanșării este că bobina magnetului poate fi scurtcircuitată la corpul magnetului.
Pentru a verifica acest lucru, deconectați conectorul bobinei magnetului și măsurați rezistența, de la cablul roșu sau negru, la corpul magnetului.Setați multimetrul la cea mai mare gamă de rezistență.Aceasta ar trebui să arate infiniti ohmi.
În mod ideal, această măsurătoare ar trebui făcută cu un „Megger metru”.Acest tip de contor verifică rezistența cu o tensiune înaltă (de obicei 1.000 de volți) aplicată.Acest lucru va găsi probleme mai subtile de defectare a izolației decât pot fi găsite cu un multimetru obișnuit.
Defectarea izolației dintre bobină și corpul magnetului este o problemă serioasă și, în mod normal, ar necesita ca bobina să fie îndepărtată din corpul magnetului pentru reparație sau înlocuire cu o bobină nouă.
Dacă strângerea ușoară funcționează, dar prinderea completă nu:
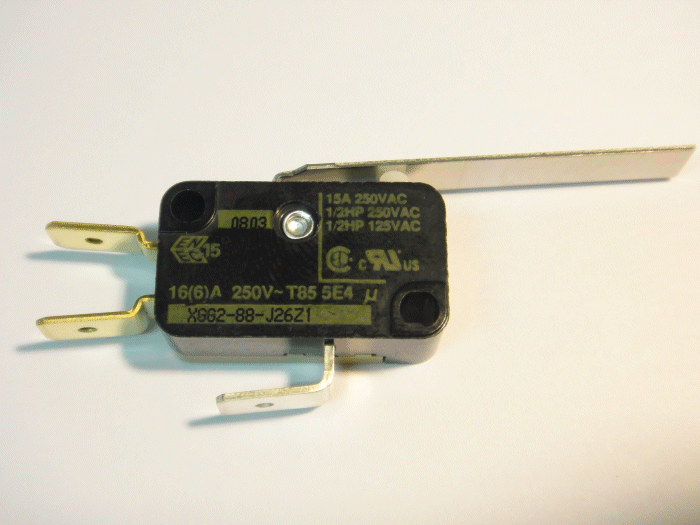
Verificați dacă „Microcomutatorul unghiular” este acționat corect.
[Acest comutator este acționat de o piesă de alamă pătrată (sau rotundă) care este atașată la mecanismul de indicare a unghiului.Când mânerul este tras, grinda de îndoire se rotește, ceea ce conferă o rotație actuatorului din alamă.La rândul său, actuatorul acţionează un microîntrerupător în interiorul ansamblului electric.]
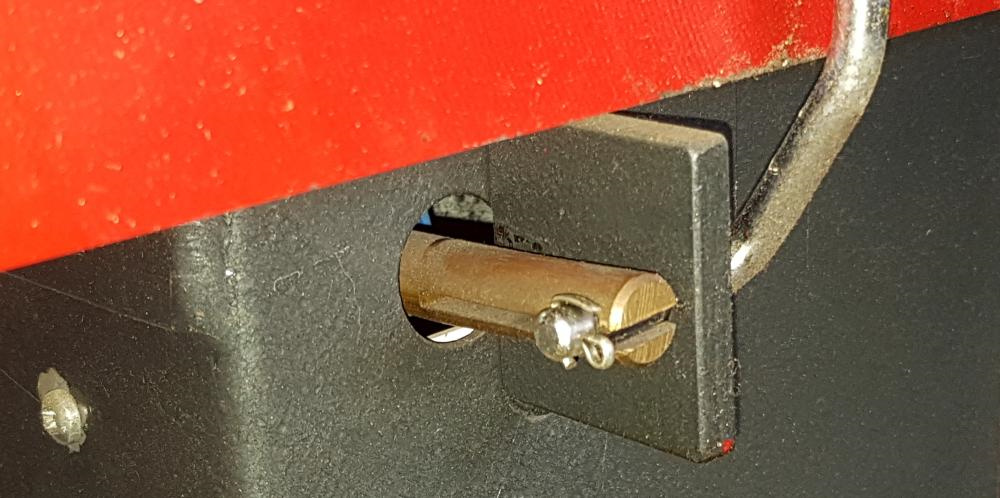
Servomotor de microîntrerupător pe modelul 1000E
(Alte modele folosesc același principiu)
Actuatorul văzut din interiorul electric
asamblare.
Trageți mânerul afară și înăuntru. Ar trebui să puteți auzi microcomutatorul făcând clic pe ON și OFF (cu condiția să nu fie prea mult zgomot de fundal).
Dacă comutatorul nu face clic pe ON și OFF, atunci balansați grinda de îndoire în sus, astfel încât dispozitivul de acționare din alamă să poată fi observat.Rotiți grinda de îndoire în sus și în jos.Dispozitivul de acționare ar trebui să se rotească ca răspuns la grinda de îndoire (până când se prinde la opriri).Dacă nu, atunci poate avea nevoie de mai multă forță de strângere:
- La 650E și 1000E, forța de ambreiaj poate fi mărită prin îndepărtarea servomotorului din alamă și strângerea fantei închise (de ex. cu o menghină) înainte de a-l reinstala.
- La 1250E, lipsa forței de ambreiaj se referă de obicei la faptul că cele două șuruburi cu cap M8 de la fiecare capăt al arborelui actuatorului nu sunt strânse.
Dacă actuatorul se rotește și se cuplează OK, dar tot nu face clic pe microcomutator, atunci este posibil să fie nevoie de reglare.Pentru a face acest lucru, mai întâi deconectați aparatul de la priză și apoi scoateți panoul de acces electric.
a) La modelul 1250E punctul de pornire poate fi reglat prin rotirea unui șurub care trece prin actuator.Șurubul trebuie reglat astfel încât comutatorul să declanșeze un clic atunci când marginea inferioară a grinzii de îndoire s-a deplasat cu aproximativ 4 mm.(La 650E și 1000E aceeași reglare se realizează prin îndoirea brațului microcomutatorului.)
b) Dacă microîntrerupătorul nu face clic pe ON și OFF chiar dacă actuatorul funcționează corect, atunci întrerupătorul însuși poate fi sigurat în interior și va trebui înlocuit.
Asigurați-vă că aparatul este deconectat de la priză înainte de a încerca reparații interne.
Un comutator V3 de schimb adecvat:
Număr piesa RS: 472-8235
Curent nominal: 16 amperi
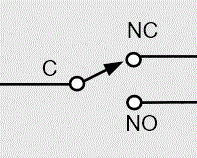
Circuitul V3
C= „Comun”
NC= „Normal închis”
NU= 'Normal deschis'
c) Dacă mașina dumneavoastră este echipată cu un întrerupător auxiliar, asigurați-vă că acesta este comutat în poziția „NORMAL”.(Doar prinderea ușoară va fi disponibilă dacă comutatorul este în poziția „CLAMPA AUXILIAR”.)
Dacă prindere este OK, dar barele de prindere nu se eliberează când mașina se oprește:
Aceasta indică o defecțiune a circuitului de demagnetizare a impulsului invers.Cea mai probabilă cauză ar fi un rezistor de putere de 6,8 ohmi.De asemenea, verificați toate diodele și, de asemenea, posibilitatea de a lipi contactele în releu.

O rezistență de înlocuire adecvată:
Element14 piesa nr. 145 7941
Putere nominală de 6,8 ohmi, 10 wați.
Cost obișnuit 1,00 USD
Dacă mașina nu va îndoi tabla de grosime mare:
a) Verificați dacă lucrarea se încadrează în specificațiile mașinii.În special, rețineți că pentru îndoirea de 1,6 mm (gabaritul 16) bara de extensie trebuie să fie montată pe grinda de îndoire și că lățimea minimă a buzelor este de 30 mm.Aceasta înseamnă că cel puțin 30 mm de material trebuie să iasă din marginea de îndoire a clemei.(Acest lucru este valabil atât pentru aluminiu, cât și pentru oțel.)
Buzele mai înguste sunt posibile dacă îndoirea nu este pe toată lungimea mașinii.
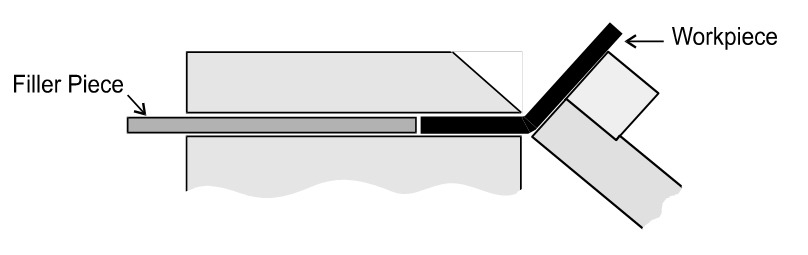
b) De asemenea, dacă piesa de prelucrat nu umple spațiul de sub bara de prindere, performanța poate fi afectată.Pentru rezultate optime, umpleți întotdeauna spațiul de sub bara de prindere cu o bucată de oțel de aceeași grosime ca și piesa de prelucrat.(Pentru o strângere magnetică optimă, piesa de umplutură ar trebui să fie din oțel, chiar dacă piesa de prelucrat nu este din oțel.)
Aceasta este, de asemenea, cea mai bună metodă de utilizat dacă este necesar să se facă o buză foarte îngustă pe piesa de prelucrat.